


C6140/C6240 ריס בעט מעטאַל צענטער לייד מאַשין
ספּעציפיקאַציע
| מאָדעל | C6 1/2 40C | ||
| פּראַסעסינג קאַפּאַציטעט | מאַקסימום מאַך דיאַמעטער איבער בעט | 400 | |
| מאַקס.סווינג איבער קרייַז רוק | 230 | ||
| מאַקסימום טורנינג דיאַמעטער בייַ די זאָטל מאַקסימום טורנינג דיאַמעטער בייַ די זאָטל
| 560 | ||
| צענטער ווייַטקייט | 750,1000,1500 | ||
| ברייט פון בעט | 360 מם | ||
| שפּינדל | שפּינדל נודנע | Φ52/80מם | |
| ספּיןdדי נאָז | C6 | ||
| שפּינדל טייפּער | MT6 | ||
| שפּינדל ספּידז קייט (סטעפּס) | 40-1400 (9 סטעפּס) | ||
| פיטער | מעטריק פֿעדעם (נומער) | 0.25-14 מם (19 מינים) | |
| אינטש פאָדעםs(נומער) | 2-40 / אינטש | ||
| מאָדולאַר פאָדעםs(נומער) | 0.25-3.5 םπ (11 מינים) | ||
| וועגעלע | קרייַז רוק מאַך
קרייַז רוק מאַך
| 180 מם | 222 מם |
| געצייַג מנוחה מאַך קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
קליין געצייַג מנוחה מאַך
| 95 מם | ||
| אָפּטיילונג ויסמעסטונג
| 20 רענטגענ 20מם² | ||
| טאַילסטאָקק | טייפּער פון טאַילסטאָקק אַרבל | MT4 | |
| דיאַמעטער פון טאַילסטאָקק אַרבל | 65 מם | ||
| מאַך פון טאַילסטאָקק אַרבל | 140 מם | ||
| הויפּט מאָטאָר | 4kw | 5.5קוו | |
| פּעקל גרייס: (ל רענטגענWרענטגענH) |
| ||
| צענטער ווייַטקייט 750 מם | 2220 X 1150 X 1590 מם | ||
| 1000מם | 2470 X 1150 X 1590 מם | ||
| 1500מם | 2970 X 1150 X 1590 מם | ||
| וואָג:NW/GW (קג) |
| ||
| צענטער ווייַטקייט750 מם | 1400 | 2050 | |
| 1000מם | 1500 | 2150 | |
| 1500מם | 1650 | 2300 | |
שטריך פון C6140 מאַנואַל לייד מאַשין
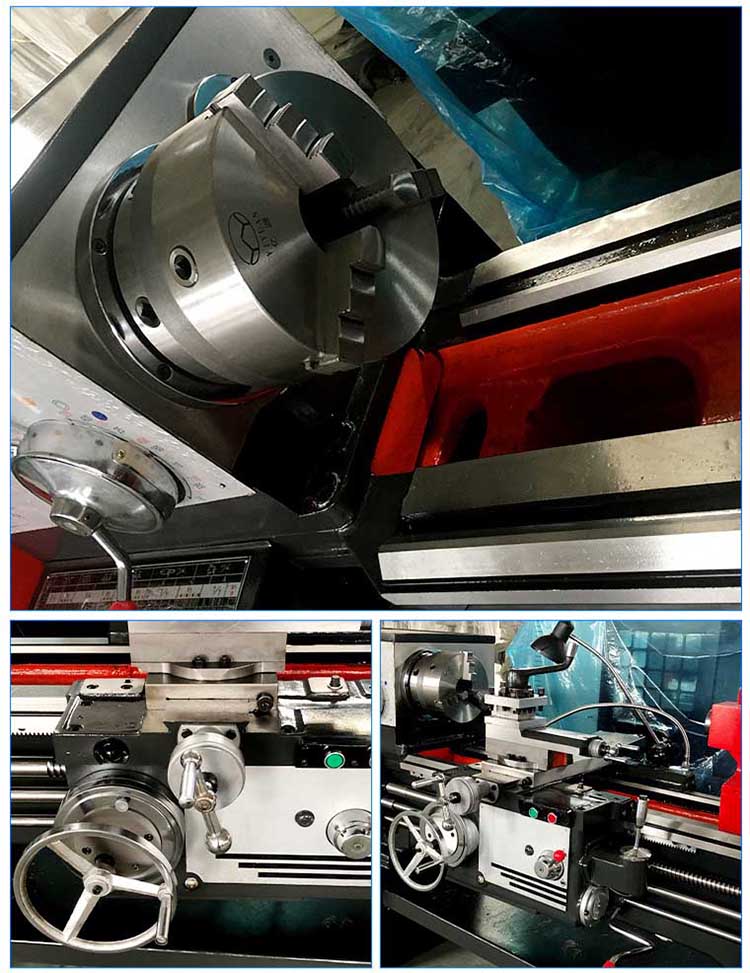
עס קענען זיין געניצט פֿאַר טורנינג סילינדריקאַל און קאַניקאַל סערפאַסיז, ענד פנימער און ינער האָלעס, ווי געזונט ווי אַ פאַרשיידנקייַט פון מעטריק און אינטש פֿעדעם.
1. שפּינדל: דורך די דיאַמעטער פון 52מם, אין שורה מיט די אינטערנאַציאָנאַלע נאָרמאַל יסאָ-ק6;יקספּאַנד די פאַרנעם פון שטיל פּראַסעסינג.
2. קוואַדראַט טאַילסטאָקק: די טאַילסטאָקק האט אַ שנעל קאַם קלאַמפּינג מיטל, וואָס האט הויך אַרבעט עפעקטיווקייַט.עס איז אַ מיטל אין די טאַילסטאָקק אַרבל צו פאַרמייַדן די ראָוטיישאַן פון די בויער ביסל, וואָס אַוווידז שעדיקן צו די טאַפּער פון די ינער לאָך פון די טאַילסטאָקק אַרבל רעכט צו דער ראָוטיישאַן פון די בויער ביסל געפֿירט דורך מיסאָפּעראַטיאָן, און יפעקטיוולי פּראַטעקץ די טיילסטאָקק קאַמפּאָונאַנץ.
3. גייד רעלס ייבערפלאַך: אַדאַפּץ נומעריקאַל קאָנטראָל סופּער אַודיאָ אָפטקייַט קווענטשינג און פּעריפעראַל גרינדינג, וואָס האט די אַדוואַנטידזשיז פון הויך פּינטלעכקייַט און גוט טראָגן קעגנשטעל.
4. די קאָפּ גירבאַקס אַדאַפּץ האַרבין בערינגז אין אַ גאַנץ גאַנג, און די שפּינדל אַדאַפּץ האַרבין שייַכעס הויך-פּינטלעכקייַט טאָפּל פּילקע שייַכעס שטיצן צו ענשור די אַקיעראַסי און פעסטקייַט פון די שפּינדל בעשאַס הויך-גיכקייַט ראָוטיישאַן, וואָס קריייץ נייטיק טנאָים פֿאַר די פּראָדוצירן פון CNC לייץ.
5. טשאַק: די מעטאַל דרייַ-קין טשאַק איז די נאָרמאַל קאַנפיגיעריישאַן פון די לייד, און אנדערע טשאַקס קענען זיין אויסגעקליבן, וואָס איז נוציק פֿאַר טייטנינג.אַבדזשעקץ מיט פאַרשידענע כּללים זענען קאַנדוסיוו צו פּראַסעסינג און גיך פּראָדוקציע.
6. די ברייט פון די פירן רעלס איז 400 מם, די קווענטשינג טיפקייַט איז 4 מם, און די טראָגן קעגנשטעל און פעסטקייַט זענען הויך.

דורכקוק איידער דרייווינג פון פּראָסט לייד
1. לייג צונעמען שמירן לויט די לובריקיישאַן טשאַרט פון די מאַשין געצייַג.
2. קוק אַלע עלעקטריקאַל פאַסילאַטיז, כאַנדאַלז, טראַנסמיסיע טיילן, שוץ און שיעור דעוויסעס זענען גאַנץ, פאַרלאָזלעך און פלעקסאַבאַל.
3. יעדער גאַנג זאָל זיין אין די נול שטעלע, און די גאַרטל טייטנאַס זאָל טרעפן די באדערפענישן.
4. עס איז נישט ערלויבט צו קראָם מעטאַל אַבדזשעקץ גלייַך אויף די בעט ייבערפלאַך צו ויסמיידן שעדיקן צו די בעט ייבערפלאַך.
5. די וואָרקפּיעסע צו זיין פּראַסעסט איז פריי פון בלאָטע און זאַמד צו פאַרמייַדן בלאָטע און זאַמד פון פאַלינג אין די וועגעלע און דאַמידזשינג די פירן רעלס.
6. אַ ליידיק פּרובירן לויפן מוזן זיין דורכגעקאָכט איידער די וואָרקפּיעסע איז נישט קלאַמפּט, און די וואָרקפּיעסע קענען זיין אינסטאַלירן נאָך באַשטעטיקן אַז אַלץ איז נאָרמאַל.





